
Las posiciones de soldadura, se refieren exclusivamente a la posición del eje de la soldadura en los diferentes planos a soldar. Básicamente son cuatro las posiciones de soldar y todas exigen un conocimiento y dominio perfecto del soldador para la ejecución de una unión soldadura.
En la ejecución del cordón de soldadura eléctrica, aparecen piezas que no pueden ser colocadas en posición cómoda. Según el plano de referencia fueron establecidas las cuatro posiciones siguientes:
1) POSICIÓN PLANA O DE NIVEL
2) POSICIÓN HORIZONTAL
3) POSICIÓN VERTICAL
4) POSICIÓN SOBRE CABEZA
POSICIÓN PLANA O DE NIVEL: Es aquella en que la pieza recibe la soldadura colocada en posición plana a nivel. El material adicional viene del electrodo que está con la punta para abajo, depositando el material en ese sentido.
POSICIÓN HORIZONTAL: Es aquella en que las aristas o cara de la pieza a soldar está colocada en posición horizontal sobre un plano vertical. El eje de la soldadura se extiende horizontalmente.
POSICIÓN VERTICAL: Es aquella en que la arista o eje de la zona a soldar recibe la soldadura en posición vertical, el electrodo se coloca aproximadamente horizontal y perpendicular al eje de la soldadura.
POSICIÓN SOBRE LA CABEZA: La pieza colocada a una altura superior a la de la cabeza del soldador, recibe la soldadura por su parte inferior. El electrodo se ubica con el extremo apuntando hacia arriba verticalmente. Esta posición es inversa a la posición plana o de nivel.
MOVIMIENTOS DEL ELECTRODO. Esta denominación abarca a los movimientos que se realizan con el electrodo a medida que se avanza en una soldadura; estos movimientos se llaman de oscilación, son diversos y están determinados principalmente por la clase de electrodo y la posición de la unión.
MOVIMIENTO DE ZIG – ZAG (LONGITUDINAL): Es el movimiento zigzagueante en línea recta efectuado con el electrodo en sentido del cordón (Fig. 1). Este movimiento se usa en posición plana para mantener el cráter caliente y obtener una buena penetración. Cuando se suelda en posición vertical ascendente, sobre cabeza y en juntas muy finas, se utiliza este movimiento para evitar acumulación de calor e impedir así que el material aportado gotee.

MOVIMIENTO CIRCULAR: Se utiliza esencialmente en cordones de penetración donde se requiere poco depósito; su aplicación es frecuente en ángulos interiores, pero no para relleno de capas superiores. A medida que se avanza, el electrodo describe una trayectoria circular (Fig. 2).

MOVIENTO SEMICIRCULAR: Garantiza una fusión total de las juntas a soldar. El electrodo se mueve a través de la junta, describiendo un arco o media luna, lo que asegura la buena fusión en los bordes (Fig. 3). Es recomendable, en juntas chaflanadas y recargue de piezas.

MOVIMIENTO EN ZIG – ZAG (TRANSVERSAL): El electrodo se mueve de lado a lado mientras se avanza (Fig. 4). Este movimiento se utiliza principalmente para efectuar cordones anchos. Se obtiene un buen acabado en sus bordes, facilitando que suba la escoria a la superficie, permite el escape de los gases con mayor facilidad y evita la porosidad en el material depositado. Este movimiento se utiliza para soldar en toda posición

MOVIMIENTO ENTRELAZADO: Este movimiento se usa generalmente en cordones de terminación, en tal caso se aplica al electrodo una oscilación lateral (Fig. 5), que cubre totalmente los cordones de relleno. Es de gran importancia que el movimiento sea uniforme, ya que se corre el riesgo de tener una fusión deficiente en los bordes de la unión.


Generalmente en soldadura existen distintas posiciones de soldeo, tanto en ángulo o de rincón designada con la letra F y la soldadura a tope designada con la letra G según la normativa americana (A.W.S.). Según la normativa europea (U.N.E.) siempre se denomina con la letra P.
> Posición 1F (UNE = PA). Soldadura acunada o plana y una de las chapas inclinadas a 45º más o menos.
> Posición 2F (UNE = PB). Soldadura horizontal y una de las chapas en vertical.
> Posición 3F (UNE = PF). Soldadura vertical con ambas chapas en vertical; en la normativa americana tanto la soldadura ascendente como descendente sigue siendo la 3F, pero en la normativa europea la soldadura vertical ascendente se denomina PF y en vertical descendente se le denomina PG
> Posición 4F (UNE = PD). Soldadura bajo techo.
POSICIONES DE SOLDEO DE CHAPAS A TOPE
> Posición 1G (UNE = PA). Chapas horizontales, soldadura plana o sobremesa.
> Posición 2G (UNE = PF). Chapas verticales con eje de soldaduras horizontales, o también denominado de cornisa.
> Posición 3G (UNE = PF). Soldadura vertical ascendente, soldadura vertical descendente (PG).
>Posición 4G (UNE = PF). Soldadura bajo techo.
NOTA Normativa americana (A.W.S.) = F (rincón), G (tuberías y cilindros).
Normativa europea (U.N.E.) = P (en general, para todo).
POSICION DE SOLDEO EN TUBERÍA
> Posición 1G (UNE = PA). Tuberías horizontales, con movimiento de rotación o revolución; soladura «plana», el depósito del material de aporte se realiza en la parte superior del tubo o caño.
> Posición 2G (UNE = PF). Tuberías verticales e inmóviles durante el soldeo, o también denominado de cornisa.
> Posición 5G (UNE = PF). Tuberías horizontales e inmóviles; Esta posición abarca todas las posiciones, soldadura plana, vertical y bajo techo.
> Posición 6G (UNE = H-L045). Tuberías inmóviles con sus ejes inclinados a 45º mas o menos; Esta soldadura abarca: soldadura bajo techo, vertical y plana.
– (UNE = J-L045). Tuberías inmóviles con sus ejes inclinados a 45º mas o menos; Esta soldadura abarca: soldadura plana, vertical descendente y bajo techo.
– (UNE = K-L045). Tuberías inmóviles con sus ejes inclinados a 45º mas o menos; Esta soldadura abarca: soldadura plana, vertical descendente, bajo techo, vertical ascendente y plana.
> Posición 6GR Tuberías inmóviles con sus ejes inclinados a 45º mas o menos con anillo restrictor con una distancia de 12´7mm; Se realiza en tuberías de 6″ pulgadas su anillo es de 300mm de circunferencia.
POSICION DE SOLDEO EN TUBERÍA EN ÁNGULO CON CHAPAS
> Posición 1F (UNE = PA). Conjunto con movimiento de rotación eje del tubo inclinado a 45º más o menos. Soldadura plana, el material de aporte se deposita en la parte superior.
> Posición 2F (UNE = PB). Conjunto inmóvil durante el soldeo, tubo vertical; Soldadura horizontal.
> Posición 2FR. Conjunto con movimiento horizontal de rotación. Soldadura plana o sobremesa
> Posición 4F (UNE = PD). Conjunto inmóvil durante el soldeo, tubo vertical; Soldadura bajo techo.
> Posición 5F (UNE = PF). Conjunto inmóvil durante el soldeo; Soldadura bajo techo, vertical ascendente y soldadura plana.
– (UNE = PG). Conjunto inmóvil durante el soldeo; Soldadura bajo techo, vertical descendente y soldadura plana.

Puntos básicos de capacitación para soldadores: el posicionado correcto
identificación de las posiciones de soldadura
¿Está en posición de tener éxito como soldador? Este artículo brinda mucha información requerida sobre las múltiples posiciones posibles de soldar, desde una perspectiva tanto de pruebas como de producción.
El comunicar la posición correcta de soldar es vital para toda aplicación de soldadura. De lo contrario, un soldador puede encontrarse soldando en posiciones para las cuales no está calificado y eso no es nada bueno.
Desde la primera Sección IX de «Boiler and Pressure Vessel Code» (Código de Contenedores a Presión y Calderas) de ASME surgido en 1941, y muy probablemente antes. Han sido un pilar de las escuelas de soldadura y centrales para las pruebas de calificación de soldadores por generaciones. Usan números arbitrarios para indicar la posición de la soldadura, de 1 (plana) a 4 (elevada). La G significa groove (ranura), la F fillet (en ángulo). El número 5 aparece cuando se suelda una ranura de tubo cuando el eje del tubo es horizontal (5G), y 6 cuando el eje del tubo está inclinado a un ángulo de 45 grados (6G).
Pero… éstas no son posiciones de soldadura de producción.
Más bien, son posiciones de pruebas estandarizadas. De manera más precisa, son posiciones definidas para probar a los soldadores y los procedimientos productivos WPQ «Registro de Calificación de Procedimiento». Según los códigos de soldadura, cada posición de prueba tiene una tolerancia de ±15 grados a partir de los planos horizontal y vertical definidos y ±5 grados a partir del plano inclinado. Con base en la posición en la cual el soldador hizo la prueba, la Sección IX provee la tabla QW-461.9 que muestra la posición de soldar (plana, vertical, elevada u horizontal) para la cual el soldador está calificado; otros códigos proveen tablas similares.
Lo mismo aplica para las designaciones de pruebas de soldadura en ISO 6947, «Welds—Working Positions—Definitions of Angles of Slope and Rotation» (Soldaduras—Posiciones de Trabajo—Definiciones de Ángulos de Pendiente y Rotación). Sus designaciones PA, PC, PF, PG, PE, y PF de tubo corresponden aproximadamente a las posiciones de prueba 1G, 2G, 3G, 4G, y 5G de tubo usadas por los códigos de E.U. (Para soldadura de tubos, el código ISO designa la posición 6G como dos pruebas separadas, cuesta arriba [HL045] y cuesta abajo [JL045].)
Estas designaciones se refieren únicamente a posiciones de soldadura de prueba, no a posiciones de soldadura de producción, las cuales son contiguas y cubren todas las orientaciones posibles.
Hay que reconocer que hacer la distinción entre las posiciones de prueba y de producción no es muy relevante actualmente como lo fue antes de 1974, cuando los procedimientos de la Sección IX de ASME también tenían que ser calificados para las posiciones en las cuales se usarían. No obstante, la industria necesita nuevos soldadores más que nunca, y comunicar las bases de soldadura nunca ha sido tan importante.
Por lo tanto, este artículo sirve para ambos propósitos. Primero, aclara la distinción entre las posiciones de soldadura de prueba y de producción para soldaduras de ranura en placa. Segundo, da ilustraciones que aclaran las múltiples posiciones posibles de soldadura, posiciones que todo nuevo soldador o inspector necesita entender al entrar al campo.
Soldaduras de Ranura: Posiciones de Prueba contra Posiciones de Producción
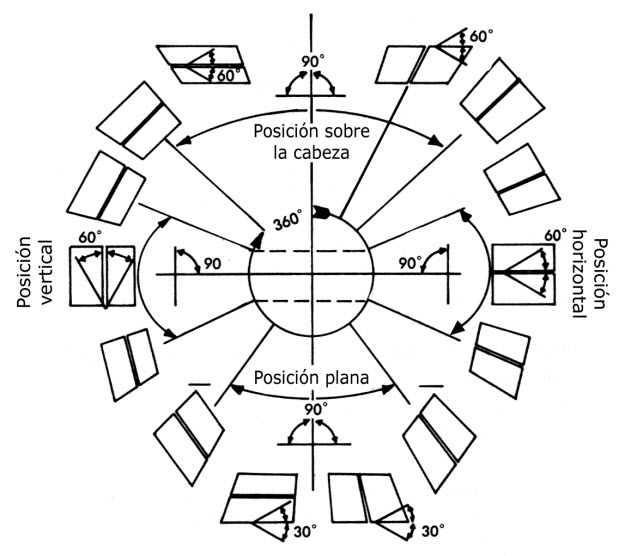
Los códigos de soldadura definen las posiciones de soldadura de producción de manera muy específica. Visualice dos placas colocadas planas sobre la mesa. Esa placa puede rotarse en dos planos: uno en el cual usted agarra la placa en un extremo de la soldadura y la sube y la baja (eje de inclinación), y el otro en el cual usted agarra un borde paralelo al eje de soldadura y la sube y la baja (eje de rotación de cara) (vea la Figura 1).
Para el principiante, estos rangos no son necesariamente intuitivos. Los ángulos de inclinación son simples, de 0 grados (plano) a 90 grados (vertical). La rotación de la cara de soldadura, sin embargo, puede ser confusa. El código especifica que «0 grados» significa que la soldadura está hacia abajo, como para la soldadura elevada; éste es el punto de referencia. Cada una de las demás posiciones se mide, yendo en el sentido de las manecillas del reloj, a 90 grados (horizontal), a 180 grados (con la soldadura hacia arriba, para soldar en la posición plana), a 270 grados (horizontal de nuevo), a 360/0 grados, con la soldadura de nuevo viendo hacia abajo.
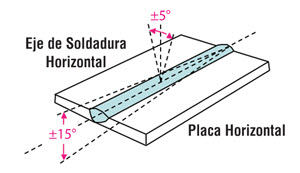
La posición 1G es una posición de prueba de soldadura de ranura en la cual el metal de la soldadura se deposita desde arriba. Según los códigos, la inclinación de la soldadura no debe desviarse más de 15 grados hacia arriba y hacia abajo a partir del plano horizontal, y la cara de la soldadura no debe rotar más de ±5 grados con respecto a esa posición viendo hacia arriba (vea la Figura 2).
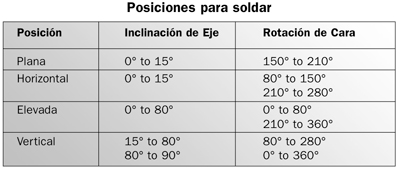
Compare esto con la posición plana para una soldadura de ranura en placa, como se describe en ASME Sección IX, AWS D1.1, y otros códigos de construcción. La inclinación puede ser de 0 a 15 grados, pero la rotación de la cara de la soldadura es de 150 a 210 grados. En otras palabras, la placa puede inclinarse de lado a lado hasta 30 grados y seguir considerándose una soldadura plana (vea la Figura 3).

Lo mismo aplica para la posición de prueba 2G (vea la Figura 4).
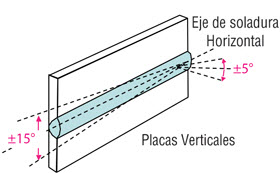
De nuevo, la posición de prueba varía sólo en las cantidades especificadas en la figura. No es equiparable, sino que más bien es un subconjunto de las múltiples variaciones posibles en la posición de soldadura de producción horizontal, la cual inicia donde quedó la posición plana, y gira, como se muestra en la Figura 5.
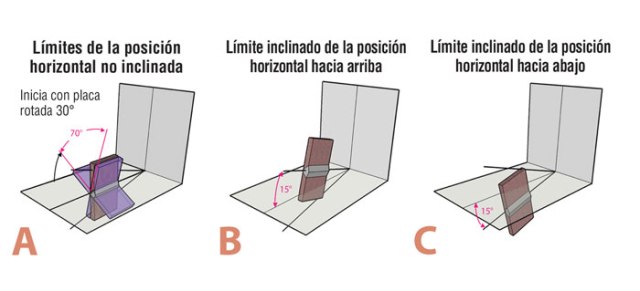
Según el código, la prueba 4G implica una soldadura en un plano horizontal con el metal de soldadura depositado desde abajo. 4G es de hecho una posición elevada, pero sólo una entre muchas, como se muestra en la Figura 6.

La placa puede girar e inclinarse en una cantidad significativa y seguir siendo llamada soldadura de posición elevada. Sin embargo, con todas las soldaduras de ranura elevadas, la raíz está en la parte superior y el metal de soldadura se alimenta desde abajo.
La soldadura vertical, según el código, tiene un eje de inclinación de 15 a 80 grados, durante el cual la cara de la soldadura puede rotar de 80 a 280 grados—o 200 grados de lado a lado. Cuando la inclinación de la soldadura es entre 80 y 90 grados, la soldadura puede girar 360 grados, y seguirse llamando soldadura vertical Figura 7).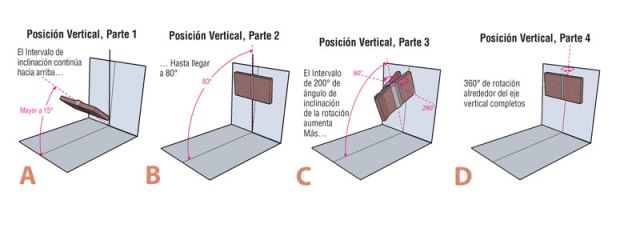
Comunicación Clara, Primordial
La distinción entre las posiciones de soldadura de producción y las posiciones de soldadura de prueba pueden parecer un asunto menor, pero es importante darse cuenta de que son diferentes, cada una con sus límites de orientación específicos. Y el reto de explicarlo es mayor de lo que se pudiera pensar. La soldadura es una ciencia visual, e identificar la posición de una soldadura en el espacio verbalmente puede ser una tarea desafiante.
Cuando usted entiende las posiciones de la soldadura de ranura, reconoce que las posiciones de prueba de la soldadura en ángulo y las posiciones de producción de la soldadura en ángulo son similares «pero no las mismas que las posiciones de la soldadura de ranura».
Finalmente, es importante que los soldadores, supervisores y personal de aseguramiento de la calidad entiendan estas distinciones y limitaciones de posición; de lo contrario, los soldadores pueden estar soldando en posiciones para las cuales no están calificados, y eso no es nada bueno.
Nota Metfusion: Próximamente se añadirá al articulo referencias ergonómicas recomendadas para el soldeo.

Articulo extraído de: Emagister.com – Wikipedia – The fabricator


Gracias por dejar este tipo de documentos, me sirvió para una buena investigación.
Me gustaMe gusta
Gracias por su comentario Manuel, espero poder ayudar en lo que pueda. un abrazo
Me gustaMe gusta
Muy buena informacion
Me gustaMe gusta
gracias por la informacion…muy completa…pero me gustaria que hubiese incluido mas imagenes, sobre todo en la parte de las posiciones de soldeo…gracias
Me gustaMe gusta
Buena sugerencia, próximamente las publicaré, un saludo.
Me gustaMe gusta
Muchas gracias por toda esta información, esta de lujo. Soy principiante y me va a ser de mucha utilidad……
Me gustaMe gusta
Gracias a ti Antonio. un abrazo
Me gustaMe gusta
Por favor puede indicarme por que debo soldar en ascendente y descende?, cual es la diferencia?
Me gustaMe gusta
Hola muy buenas Arturo, pues según mi experiencia de alumno, veo que hay diferencias notables. según las piezas que vayas a soldar y su posición, debes usar la técnica ergonómica que mejor se adapte a los espacios, que te permitan la movilidad adecuada, para que el método operacional sea el mas preciso. En ascendente controlas mas el baño de fusión en posición perpendicular a la pieza, en cambio en descendente debes inclinar más el electrodo hacia arriba para contener el baño de fusión y lo veo algo mas complicado.
Me gustaMe gusta
Hola Arturo :
Cuando se realizan trabajos de soldadura tiene existir un EPS (Especificación de Procedimiento de Soladura) es allí donde se indican las posiciones que se pueden usar para determinado trabajo.
Sin embargo en muchos lugares se hacen trabajos sin procedimiento , simplemente basandose en la «experiencia».
Soldar ascendente o descedente tienen marcadas diferencias , como penetración , cantidad de deposito de metal de soldadura , consumo de electrodos u otros ; por lo general se usa descendente cuando no se necesia penentrar demasiado el metal base ; el comentario que precede al menciona aspectos importantes y ciertos respecto a control de arco e inclinación del electrodo.
Espero mi respuesta satisfaga tu pregunta.
Saludos
Me gustaMe gusta
La ides es depositar material y lo haces hacia de forma descendente por grabedad de caera toda la soldadura
Me gustaMe gusta
Muy bueno me sirvio mucho! Graciasss 🙂
Me gustaMe gusta
Gracias a ti amigo 😉
Me gustaMe gusta
me pareca muy bien xk nos sta informando
Me gustaMe gusta
Gracias amigo 😉
Me gustaMe gusta
muy didactico y util el texto vale………
Me gustaMe gusta
Gracias, un abrazo 😉
Me gustaMe gusta
Muy buena teoría me sirve de mucha ayuda.
Me gustaMe gusta
Gracias Gustavo, un brazo 😉
Me gustaMe gusta
muy buena informacion amigo sete agradese mucho xq x muchas veces soldamos pero en realidad no sabes que posiciones son mil gracias, saludos
Me gustaMe gusta
Muchas gracias amigo por tu comentario, me alegra saber que lo que uno hace es útil 😉
Me gustaMe gusta
están muy buena la información pero seria mejor si tuviera imágenes… gracias
Me gustaMe gusta
SI gracias por la sugerencia, se ampliará la información, saludos.
Me gustaMe gusta
pero hay otros 4 tipos pues mi profe nos dijo que son 8 las posiciones
Me gustaMe gusta
Si bueno, los 4 restantes son variantes de las 4 posiciones, pero se refieren a posición plana, cornisa o horizontal, filete o en T (angulo) y sobre cabeza. recordarte que siempre se atacan sobre la vértice de las uniones y de forma recomendable siempre que sea posible, evitar el zig zeo o muñequeo. Un abrazo 😉
Me gustaMe gusta
pero esta bien su informacion
Me gustaMe gusta
Gracias 😉
Me gustaMe gusta
Pongan ilustraciones de trabajos realizados.saludos y un abrazo para todos los colegas.
Me gustaMe gusta
Muy bien explicado todo la verdad k resulta muy practico.
Me gustaMe gusta
Gracias amigo, me alegro haberte ayudado, un abrazo.
Me gustaMe gusta
hola para efectuar un cordon de soldadura sobre cabesa cuales deven ser las condideraciones para ello como por ejemplo velocidad de avance o movimiento del electrodo angulo del electrodo
Me gustaMe gusta
Cada persona tiene su velocidad de avance, dependiendo de muchos factores, como espesores a soldar, tipo de material, tipo de electrodos, amperaje…Yo por ejemplo no soy de los rápidos, prefiero amperajes mas bajos. A lo que me comentas sobre el movimiento, te recomiendo que vayas siempre atacando el vértice, el electrodo tiene un efecto empuje, si tienes la correcta separación entre los dos metales a soldar, no tendrás problemas, todo es practica…es lo único que hace al buen soldador amigo 😉
Me gustaMe gusta
Buena, con esta interpretacion lo hacen mas facil, este por otro lado no se si podrian dejar un standar en los amperajes o parametros q se debe utilizar en cada posicion de soldadura 1g-2g-3g-4g….etc . Gracias
Me gustaMe gusta
Hola buenas, por lo general en las cajas de los electrodos te viene un rango de amperajes que son recomendados por el fabricante, otra referencia es tomar por cada milímetro de espesor que vayas a soldar, sumar 30 amperios, dependiendo de la posición a soldar hay electrodos que son específicos para cada una de ellas, por lo tanto, según la experiencia puedes ver que si ves en el baño de fusión un arco demasiado vivo con muchas proyecciones o mordeduras, tienes que bajar el amperaje, ya que predomina ante cualquier parámetro establecido, el sobre efecto de temperatura que sufren las piezas a soldar, alterando su composición interna e incrementando las fisuras, tensiones y demás. Espero haber despejado tus dudas amigo, un abrazo 😉
Me gustaMe gusta
Espero su respuesta gracias
Me gustaMe gusta
pos esta de buena si nos ayuda mucho en este metodo
Me gustaMe gusta
Gracias amigo
Me gustaMe gusta
Hola, esta muy buena la información, muchas gracias por colocarla en este blog.
Ayuda muchísimo en la interpretación de simbología y en la estandarización de los procesos.
Buen día.
Me gustaMe gusta
Gracias a ti por su valoración, un abrazo amigo 😉
Me gustaMe gusta
buenas recomendaciones gracias por la infomacion me sirvio de mucho gracias
Me gustaMe gusta
para eso estamos amigo Elber, un abrazo!
Me gustaMe gusta
Explíqueme algo sobre la posición 6gr..y que significa gr….saludos
Me gustaMe gusta
Hola Juventino, gracias por hacerme esta pregunta, realmente no lo tengo bien explícito en el articulo, lo pondré y explicare en breve, te adelanto que es una posición de tubería, que no tiene rotación, con un ángulo de inclinación de 45 grados sobre su eje y con un anillo de restricción visual o de acceso para dificultar la soldadura al soldador y probar su destreza en lugares inaccesibles o confinados, donde a veces precisa de la ayuda de un espejo. Normalmente es una prueba de homologación para soldadores que se certifican para trabajos complicados en petroquímicas y la preparación de uniones suelen ser del tipo T, Y o K. Espero haberte ayudado. Un abrazo 😉
Me gustaMe gusta
Que tal, veo que sabes mucho del tema y por eso me atrevo a preguntarte, compre una soldadora MIg antigua Selenar EG350H uno de los mando corresponde a la pendiente y tiene tres posiciones pero resulta que estan borradas y no hay forma de conseguir manual. Tenes idea si hay forma de descubrir cual es cada posicion ? Desde ya muchas gracias Saluydos
Me gustaMe gusta
Hola claudio, esa marca selenar tengo entendido que solo se fabrica y se distribuye por Argentina, no dispongo de esa información, pero imagino que si se trata de MIG normal, sin ser sinérgica, debe ser un potenciómetro que suaviza o endurece el arco eléctrico, quizás para tener un efecto decapado. Lo mejor es usarla e ir probando para ver que va haciendo. Un saludo 😉
Me gustaMe gusta
Ósea que soldar sobre cabeza con electrodo 7018 me conviene traer el electrodo en forma de zig zag y no hacia adelante? Como por ejemplo con mig? Otra cosa con que voltaje o amperaje es recomendable? Gracias por esta información
Me gustaMe gusta
Hola Daniel, precisamente en sobrecabeza depende de la separación que tengas, si la separación es mínima, te recomiendo usar el efecto empuje del electrodo sin oscilación, manteniendo la misma inclinación que tendrías con el MIG/MAG, en el caso de separación de más de 2mm, recomiendo el zig zag. opiniones hay para todos los gustos, pero lo que hace realmente al soldador es la práctica y sus propias experiencias. Respecto a la recomendación del amperaje del electrodo básico, en la caja del electrodo el fabricante te recomienda un rango de amperaje específico y su polaridad, pero también puedes coger un retal de idéntica naturaleza y milímetros y probar, me indicas que es un electrodo basico, pero los hay de alto rendimiento, de 1,5 – 2,5 – 3,25, etc. un abrazo 😉
Me gustaMe gusta
Hay que tener siempre las indicaciones y recomendaciones para un buen proceso de trabajo.
Me gustaMe gusta
Está muy bien este artículo, pero se te ha olvidado mencionar un tipo de soldadura que me tocó a mi hacer en el astillero de Verdal en Noruega, allá por el año 1975, especializado en construcciones para plataformas petrolíferas.
Eran unos tubos de un diámetro enorme (2 a 3 metros, no sé exactamente la medida).
Estaban fijos (inmóviles en posición horizontal.
Antes de empezar a soldar dos tubos desde su interior, había que limpiar todo su entorno de nieve durante casi una hora.
Bueno pues resulta que soldar ‘bajo techo’ un círculo de esas medidas a las que uno apenas alcanzaba el punto superior del círculo, pues como que caían un montón de gotas de acero fundido y había que andar con cuidado de no quemarse y en fin, que era algo así como una misión imposible.
La soldadura resultó una porquería y no aclaré el examen…
Me gustaMe gusta
Se refiere a una ascendente 5G dentro de una tubería, dependiendo su posición de soldadura, podríamos estar hablando de soldadura bajo techo, cuando extendiendo sus brazos llegará a un ángulo superior. Aunque en tuberías se da todas las posiciones en una misma soldadura.
Me gustaMe gusta
Hola mi querido amigo quisiera me explique por favor la diferencia entre 6g y 6gr hay confusión entre mis colegas y de antemano gracias un abrazo y bendiciones.
Me gustaMe gusta
Sencillamente es el 6GR es utilizado para las homologaciones de soldadura en tuberías a 45 grados con una anilla en medio que impide la visibilidad, ya que a menudo nos encontramos reparaciones poco accesibles visualmente.
Me gustaMe gusta
gracias por la ilustracion .me sirvio de mucho
Me gustaMe gusta
Me pareció un excelente material muy claro hoy aprendí algo nuevo aki
Me gustaMe gusta
Es muy importante todo esto cada cosa tiene su funsio vertical orisontal sobre cabeza Ascendente que bueno
Me gustaMe gusta
Muy valiosa informaciòn, me ha servido de mucho en la práctica. gracias amigo
Me gustaMe gusta
Que buen servicio.
Esta muy bien explicado.
Me gustaMe gusta
Más imágenes
Me gustaMe gusta
gracias por la información
Me gustaMe gusta
Hola Weldg, tengo una pregunta es posible utilizar soldadura SMAW en una posición sobre cabeza?
Me gustaMe gusta
Si, desde luego. Si así lo especifica el fabricante y el electrodo te lo permite. Existen electrodos que te permiten soldar en todas las posiciones posibles. Por ejemplo el electrodo de rutilo 6011, el último número le indica que se puede soldar en todas las posiciones, incluida la posición sobre cabeza.
Me gustaMe gusta
para soldar tuberia con tuberia estructural. que tipo de ranura o bisel debe aplcar
Me gustaMe gusta
Hola buenas, en tubería como en soldaduras a tope o tipo T, es importante la penetración y que el baño de fusión tenga acceso completo a las juntas establecidas entre las 2 o demás piezas a soldar. Por lo tanto dependiendo del tipo de espesor en tubería, podria ser un bisel en V o en K, con un talón que permita penetración y la contención del baño de fusión.
Me gustaMe gusta
Buen día, me podría confirmar si un certificado de soldadura con proceso smaw en uniones 1f y 2f le puede servir a nuestra compañía para presentar a los clientes que se les realiza trabajos de cubierta, estructura,cerramientos, entre otros
Me gustaMe gusta
Por supuesto, toda la información documentada sobre procesos productivos en soldadura es obligatoria en Europa según la norma UE 1090. siempre es bueno ser transparente hacia el cliente, demostrando que su producto cumple los estándares de calidad exigidos.
Me gustaMe gusta
Hola buenas Samantha, si los procesos de homologación 1F y 2F son procesos productivos para la elaboración de su producto, si. Se puede presentar como acreditación de procesos de calidad. Pero es un certificado perteneciente a la empresa y que certifica una empresa de certificación. No sirve el certificado de un trabajador que certifica su formación.
Me gustaMe gusta
Buenas tardes como calificamos ranura en bisel de 12 mm penetración completa si me puedes apoyar
Me gustaMe gusta
Hola buenas Edgar, esta todo en el blog, cuando tenemos un grosor de más de 4mm, tenemos que realizar una preparación de bordes, ahí deberías investigar los tipos de juntas relacionadas con sus diferentes espesores y sus procesos de soldadura aceptados, en éste caso no sería el proceso 141.
Me gustaMe gusta
Tio que buena investigación!.. y todo en un wordpress! hay sitios websmuy buenos como estos… uno debe saber encontrarlos!… Tienes algo sobre las prácticas de soldadura para certificarse en esas posiciones que comentas?.. (Al menos en la 3g para SMAW.)
Me gustaMe gusta
muy buenas tardes nos dieron este trabajo para investigar nose si tuviera algún documento donde especifique estos puntos.
1. Realizar la investigación ampliada correspondiente a posiciones de soldadura en placa y tubo bajo las siguientes normativas: Norma AWS 3.0 – 2010, AWS D1.1/D1.1M:2004, ASME B 31.8.
Donde se especifique los aspectos de:
• Definición de junta
• Pociones y sus características que manejan cada una de esta normas.
• Las dimensiones y proporciones de las juntas de ranura (Groove) para:
juntas a tope, de esquina, de brida, en T, doble bisel, de un solo bisel,
en jota, en doble jota, tapón.
• Las dimensiones y proporciones típicas recomendadas para los
procesos de soldadura SMAW, GMAW (MIG/MAG) y GTAW (TIG).
Me gustaMe gusta
Muy bien.. Realmente la soldadura es un camino de investigación y perfeccionamiento.. No sirve para nada el plato hecho y bien servido, es una tarea sana que le ayuda a buscar la norma, su contenido y seguir «leyendo» para tener buenas aptitudes profesionales de mejora continua. Ánimo!
Me gustaMe gusta
Excelente explicación….me ayudaría dónde proporcionan o venden el brazo sujetador d las probetas en todas las posiciones..gracias
Me gustaMe gusta
Es complicado, lo ideal es que lo fabrique uno mismo. Es bastante fácil.
Me gustaMe gusta